
TM 5-3805-263-14&P-3
VEHICLE SYSTEMS
CIRCLE DRIVE
ASSEMBLE CIRCLE DRIVE
Tools Needed
A
B
1P510
Driver Group
1
8S2328
Dial Test Indicator Group
1
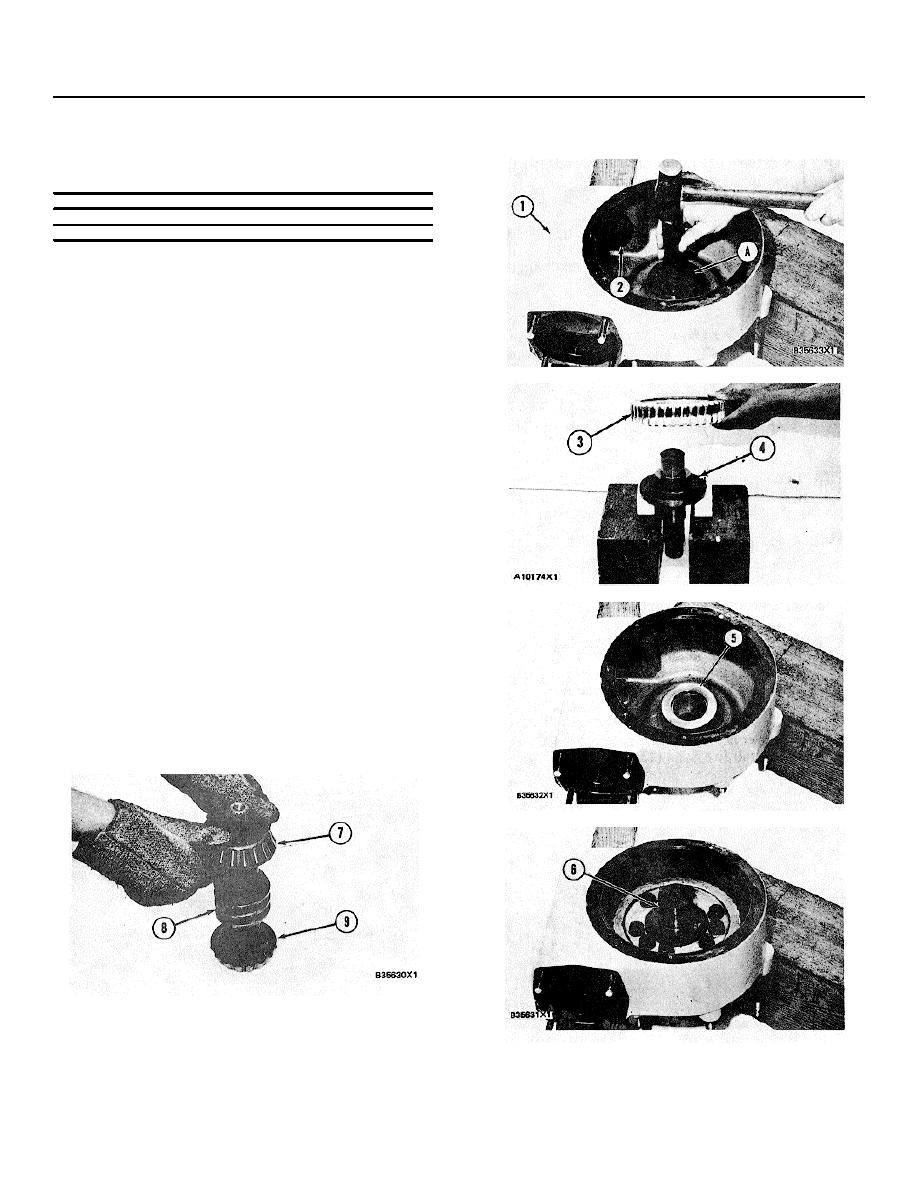
1. Lower the temperature of bearing cup (2). Install
the cup in the housing.
2. Install the bearing in housing (1) with tooling (A) to
a depth of .80 in. (20.3 mm) below the surface of
the thrust washer.
3. Put gear (3) in position on shaft (4). Install the
gear with the deeper side toward the flange on the
shaft.
4. Install the nuts, washers and bolts that hold gear
(3) to shaft (4). Tighten bolts to a torque of 200
20 lb. ft. (270 25 Nm).
5. Put thrust washer (5) in position in the housing.
6. Put the shaft and gear assembly (6) in position in
the housing.
7. Heat bearings (7) and (9) to a maximum
temperature of 275F (135C).
8. Install bearings (7) and (9) on worm (8).
9. Put worm (8) and the bearings in position in
housing (1). Make sure bearing (9) is in contact
with the bearing cup in housing (1).
3-227

